At 8:00 a.m. on Tuesday, employees at the INNOVAW die casting plant begin a new day of work right on schedule. For Xiao Ma, a Quality Control (QC) inspector, this marks the most critical moment of the day—the start of the First Article Inspection (FAI).
Xiao Ma first heads to the gauge room, where all inspection tools are issued under strict control procedures. Each set of dedicated gauges must be registered in the system with its identification number, intended process, and time of use, ensuring full traceability throughout its circulation. This is not merely a routine operation, but a fundamental embodiment of traceability within the quality management system. Only by maintaining all inspection tools in a controlled state can the reliability of subsequent inspection data be ensured.

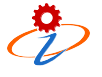
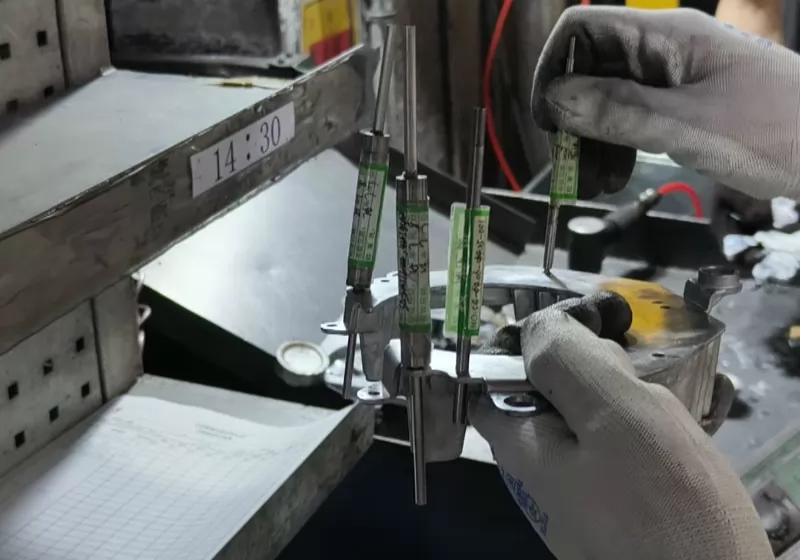
After collecting the required gauges, Xiao Ma proceeds to the high-pressure die casting workshop. The machines are already in operation, running in sync with the production schedule. He begins with inspection preparation and standardized workstation setup: placing the electronic scale on a stable inspection table and confirming zero calibration; positioning the latest work instructions in a clearly visible location for easy reference; and organizing all dedicated gauges in sequence according to the inspection process. This standardized setup may appear simple, but it is essential for ensuring inspection efficiency and consistency.
With all preparations completed, the First Article Inspection officially begins.
Xiao Ma picks up the freshly die-cast first part and starts with a visual inspection. Under proper lighting, he slowly rotates the component, carefully checking for defects such as burrs, cold shuts, and cracks. Visual inspection is the most direct reflection of product quality and serves as the foundation for all subsequent inspections.
Next is flatness inspection. Using a dedicated flatness gauge, he places the part on a reference surface and evaluates whether it meets tolerance requirements by measuring any deviation. This is followed by position tolerance inspection, where specialized locating gauges are used to verify the relative positional accuracy of critical features against defined datums.
Roundness inspection comes next. For die-cast components, the roundness of holes directly affects downstream assembly performance. Xiao Ma uses dedicated roundness gauges to inspect each critical feature one by one, ensuring all measurements remain within the specified control limits.
Weight inspection is also a key step. He gently places the part on the electronic scale and records the measurement. Consistency in weight often reflects stable metal filling and internal structural integrity during the die casting process.
He then proceeds to inspect all hole diameters using a full set of plug gauges. The “go” gauge must pass smoothly, while the “no-go” gauge must not enter—this is the most fundamental yet strict acceptance criterion. Each hole is checked individually without exception.
Throughout the entire inspection process, Xiao Ma consistently uses dedicated gauges rather than general-purpose measuring tools. This is because dedicated gauges are specifically developed based on product design dimensions and tolerances, providing more intuitive, faster, and highly consistent inspection results. More importantly, they effectively eliminate human reading errors, improving repeatability and reliability, and ensuring stable quality in mass production.
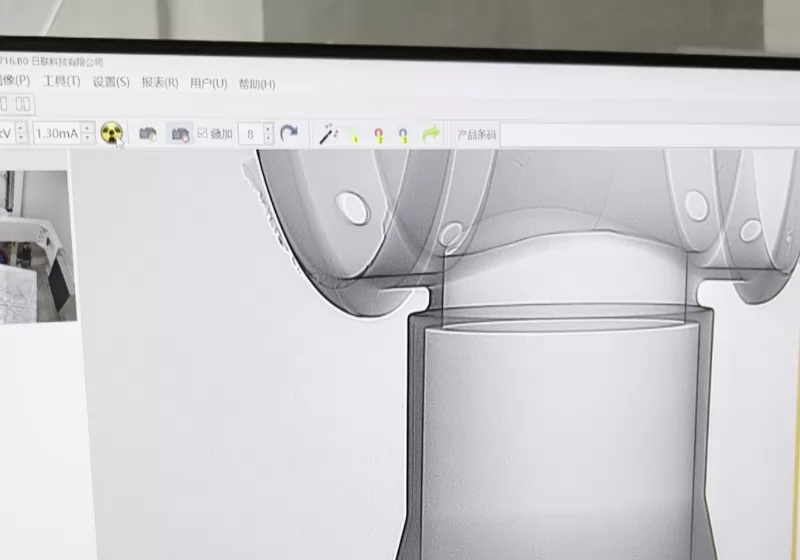
After completing dimensional and visual inspections, Xiao Ma takes the sample to the X-ray inspection equipment. Through radiographic analysis, he can clearly observe the internal structure of the product, focusing on detecting defects such as porosity and shrinkage. This step is critical for ensuring the internal quality of the product and is an indispensable control point in the die casting industry.
Once all inspection items meet the requirements, Xiao Ma carefully places the qualified first article in the clearly marked “time-based reference sample” area beside the workstation. This approved first article not only serves as the quality benchmark for the current production batch but also as an important reference for subsequent in-process inspections and process control.
By the time all steps are completed, it is just past 8:30 a.m. The production line is now ready to enter stable mass production, with Xiao Ma’s work laying a solid foundation for the day’s quality performance.
Every working day, Xiao Ma begins his work with the First Article Inspection—day after day, without interruption.
In our view, this First Article Inspection process is far more than a repetition of operational steps; it is a true implementation of quality system requirements. Under the IATF 16949 framework, quality is not inspected into the product, but built through standardized processes, traceability, and continuous improvement. Every First Article Inspection verifies process capability, and every recorded data point reflects our commitment to our customers.
It is precisely this dedication to standards and attention to detail that enables us to maintain consistent product quality in a highly competitive market. For us, IATF 16949 is not just a certification—it is a quality culture embedded in our daily operations.
.png)

.png)
.png)
.png)

.png)

.png)

.png)

 +86-574-83008051
+86-574-83008051 sales@innovaw.com
sales@innovaw.com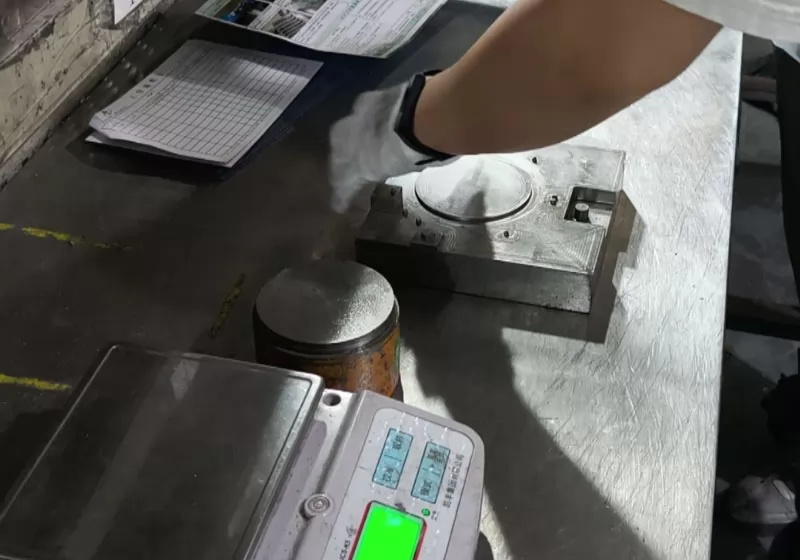











.png)